El camino del Poliestireno Expandido (EPS) ha sufrido un profundo cambio. Anteriormente considerado como un plástico ordinario diseñado para una simple protección, se ha convertido en una sustancia sofisticada guiada por un control molecular preciso y una amplia gama de usos prácticos. El EPS ya no se define simplemente por su blancura o volumen, sino por su capacidad para resolver complejas paradojas industriales.
Actualmente estamos presenciando una transformación de doble sector en la que este material está resolviendo simultáneamente el conflicto de "peso ligero versus protección" en la logística global y el desafío de "eficiencia energética versus seguridad contra incendios" en la construcción verde moderna. Este artículo examina la evolución técnica del EPS, analizando cómo la modificación de la densidad, la integración del grafito y la economía circular emergente del EPS reciclado (REPSestán reescribiendo los estándares de rendimiento.
¿Por qué la ingeniería de precisión es crucial para el embalaje moderno?
Con las redes de suministro que se extienden más lejos y el valor de las mercancías transportadas aumentando constantemente, el material de envasado necesita funcionar como un elemento de carga activo en lugar de un mero relleno, lo que requiere un cambio de los métodos de moldeo ordinarios al diseño detallado.
¿Puede la baja densidad lograr una alta resistencia al impacto?
El principal desafío de ingeniería en el envasado es maximizar la absorción de choques al tiempo que se minimiza el peso de tara. La respuesta radica en la manipulación de la geometría de las perlas y las relaciones de expansión. Mediante el estricto control de los tamaños de las perlas entre 0,3 mm y 1,6 mm y el ajuste de las relaciones de expansión entre 35 y 100 veces, los especialistas pueden ajustar la resistencia a la compresión de la estructura acabada con precisión.
Considere los requisitos de la fabricación de alto rendimiento. Los materiales “Rapid Prototyping” están diseñados específicamente para máquinas de moldeo automáticas. Estos materiales se caracterizan por tiempos de curado cortos y capacidades de desmoldeo rápidas, lo que puede aumentar la eficiencia de moldeo integral en más del 50% mientras mantiene la integridad estructural requerida para instrumentos de precisión.
Por el contrario, para aplicaciones a gran escala como el transporte de cerámica o el panelado, las soluciones "Ultra-Light" (P-Material) desafían la suposición de que la densidad equivale a la tenacidad. A través de la polimerización avanzada, estos materiales logran altas velocidades de espuma (hasta 100 veces la expansión) mientras conservan suficiente fusión mecánica para prevenir la fragmentación bajo vibración. Esta capacidad le permite reducir significativamente el peso logístico sin comprometer el factor de seguridad de la carga.
¿Cómo se adaptan las formulaciones personalizadas a geometrías complejas?
A medida que los diseños de productos se vuelven más complejos, la estabilidad dimensional del medio de envasado se vuelve primordial. Un punto de falla común en el EPS estándar es la contracción después del moldeo, lo que compromete el ajuste entre el envase y el producto, lo que conduce a daños por vibración. Las formulaciones avanzadas abordan esto optimizando el ciclo de curado y las tasas de penetración del vapor.
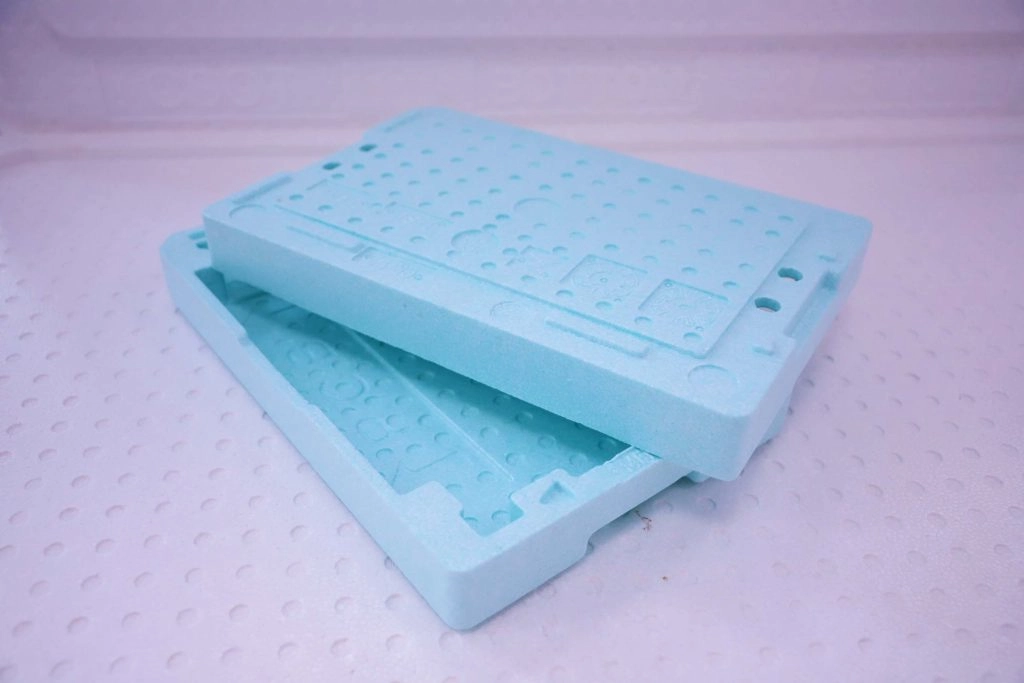
Para aplicaciones especiales como paneles de cristal líquido o equipos sanitarios, los tamaños de perlas uniformes ya no funcionan. La selección de mediciones de perlas particulares asegura el llenado completo de la cavidad del molde junto con la fusión uniforme de las partículas. Tal selección a medida hace que el envase sirva como un marco exterior eficaz, disipando la energía de movimiento a través de la flexión controlada en lugar de pasar esa fuerza hacia adelante a los contenidos vulnerables.
¿Cómo están revolucionando las formulaciones avanzadas el aislamiento de edificios?
El embalaje hace hincapié en la gestión de la energía cinética, pero la construcción requiere un fuerte control sobre la energía térmica. La envoltura actual del edificio requiere materiales que proporcionen el máximo aislamiento con un grosor mínimo, mientras siguen estrictas normas de seguridad contra incendios.
¿Puede la infusión de grafito aumentar la resistencia térmica?
El EPS estándar es un aislante formidable, pero tiene límites físicos con respecto a la transferencia de calor radiante. La industria ha superado esta barrera mediante la introducción de absorbentes infrarrojos, específicamente grafito en escamo natural, en la matriz de polímeros a través de procesos de extrusión. Estas partículas de grafito actúan como espejos microscópicos, absorbiendo y reflejando la energía radiante dentro de las perlas de espuma.
El impacto termodinámico es cuantificable y significativo. Avanzado Espuma de grafito de grado S EPS logra una conductividad térmica inferior a 0,033 W/(m·K). Con respecto a los 0,039 W/(m·K) habituales encontrados en EPS ordinario, tal avance da una resistencia más de un 20% mejor a la transferencia de calor. En los diseños de casas de baja energía y las estructuras de ahorro de eficiencia, las capas más delgadas cumplen con los valores U requeridos, aumentando así el área de vida interior al tiempo que se conserva el ahorro térmico general. Además, estos materiales avanzados mantienen una fuerte capacidad de carga junto con una resistencia al fuego de nivel B1, combinando una fiabilidad estructural duradera con una gestión térmica superior.

¿Es posible equilibrar la retardancia de llama con la seguridad ecológica?
Existe un conflicto grave entre los requisitos para la característica de resistencia al fuego y la evitación de daños ecológicos duraderos. En tiempos anteriores, el HBCD sirvió como el aditivo típico para frenar las llamas, pero las preocupaciones sobre su daño a largo plazo a la naturaleza impulsaron una eliminación gradual en todo el mundo. La práctica aceptada actual en todo el sector se basa en alternativas que carecen de HBCD que cumplan con las estrictas regulaciones químicas europeas, incluyendo REACH y ROHS.
Sin embargo, el cumplimiento químico no debe degradar el rendimiento. Para cumplir con los requisitos de construcción, estas formulaciones ecológicas todavía deben lograr un índice de oxígeno (OI) de más de 30 o 32. Esto requiere un proceso de fabricación disciplinado, específicamente con respecto al “período de envejecimiento”. No se puede apresurar la fase posterior al moldeo, ya que los productos moldeados requieren una duración específica (a menudo semanas, dependiendo de la densidad) para permitir que los agentes de soplado residuales escapen. Sólo entonces el material alcanza su potencial de retardo de fuego B1 o B2 completo y su estabilidad dimensional.
¿Quién es HUASHENG y cuál es su papel en la fabricación de EPS?
HUASHENG no es simplemente un fabricante, sino un pionero que impulsa una revolución material global. Al aprovechar un laboratorio gemelo digital y una enorme capacidad de reciclaje de 300.000 toneladas, transformamos las partículas básicas de poliestireno en herramientas sólidas para prácticas duraderas.
HUASHENG ha ido más allá de la simple producción de espuma y está ingeniando el futuro de "tecnología para el bien". Nuestra instalación incluye la primera línea de producción inteligente del mundo para poliestireno utilizando materias primas recicladas al 100%, logrando una tasa de reciclaje de residuos de más del 95%. Ya sea que necesite aislamiento de alto rendimiento o envases resistentes a golpes, nuestro compromiso garantiza que cada solución cumpla con rigurosos estándares globales al tiempo que reduce activamente la carga ambiental.
¿Puede la industria lograr una verdadera economía circular con EPS?
La frontera final para la EPS es la transición de un modelo lineal de “hacer-usar-eliminar” a un ecosistema circular. Esto ya no es una aspiración, sino una realidad técnica impulsada por los avances en las tecnologías de reciclaje que restauran la integridad del polímero.
¿El contenido reciclado compromete la fuerza?
Un concepto erróneo prevaleciente es que el material reciclado sufre inherentemente de degradación del rendimiento. Esto es en gran parte cierto para los métodos de reciclaje químico, pero los procesos modernos de modificación física han cambiado la ecuación. Utilizando procesos físicos de masterbatch, los fabricantes pueden reducir las emisiones de residuos y el consumo de energía en más de un 20% en comparación con los métodos químicos tradicionales.
El resultado es Extrusión REPS personalizado que conservan una resistencia excepcional y resistencia al impacto. A través de innovaciones como la tecnología de tejido direccional de cadena molecular, la resistencia a la compresión de REPS se puede aumentar en un 40%, lo que le permite competir con materiales vírgenes. Estos materiales cumplen con las normas internacionales de reciclaje de PS categoría 6 y están calificados para proyectos de exportación de alta gama, incluyendo envases protectores para electrónica, paneles de cristal líquido y piezas de automóviles de nueva energía.

¿Cuáles son las consecuencias económicas de los sistemas de bucle cerrado?
La sostenibilidad se está convirtiendo cada vez más en una ventaja económica competitiva. Las prácticas duraderas ahora proporcionan ganancias comerciales claras. La producción de sustancias reutilizadas más cerca de los puntos de uso reduce la dependencia de los suministros frescos importados, protegiendo contra cambios bruscos en los costos de las materias primas.
Además, el ROI medioambiental es sustancial. La implementación de un sistema de circuito cerrado puede reducir la huella de carbono de la producción de EPS en hasta un 72% en comparación con el material virgen. A medida que las regulaciones se endurecen, la capacidad de proporcionar “Pasaportes Materiales” a través del seguimiento habilitado por blockchain garantiza que las reclamaciones verdes sean verificables, salvaguardando sus proyectos contra los riesgos de cumplimiento y mejorando las puntuaciones ambientales, sociales y de gobernanza (ESG).
Conclusión
EPS ha trascendido sus orígenes para convertirse en una piedra angular de la ciencia de materiales moderna. Ya no se trata solo de aislamiento o envasado, sino de la aplicación precisa de la ingeniería molecular para resolver desafíos industriales sistémicos. Desde la gestión del calor en espuma reforzada con grafito hasta la fuerte reutilización en REPS de alta resistencia, el material ofrece una sinergia de rendimiento y sostenibilidad. Para los especialistas en el campo, la selección de este material se convierte en una elección técnica planificada, que da forma a la eficiencia del proyecto, la seguridad y el legado ambiental.
Preguntas frecuentes
P: ¿Cómo se compara la conductividad térmica del EPS modificado con grafito con el EPS estándar?
R: El EPS modificado con grafito incluye bloqueadores infrarrojos y grafito en escamo natural para manejar el calor irradiado, alcanzando una conductividad térmica inferior a 0,033 W/(m·K). Esto muestra un rendimiento más de un 20% mejor que el EPS estándar, lo que ofrece ventajas claras para casas de baja energía y estructuras impulsadas por la eficiencia.
P: ¿Se puede usar EPS reciclado (REPS) para envasado de alta precisión sin sacrificar la calidad?
R: Sí, los REPS modernos derivados de procesos de modificación física conservan una tenacidad y resistencia moderadas, lo que los hace adecuados para proyectos de envasado exigentes. A través de tecnologías como el tejido direccional de cadenas moleculares, la resistencia a la compresión es comparable a los materiales vírgenes, lo que permite su uso en envases para electrónica, paneles de cristal líquido y piezas de automóviles.
P: ¿Cuál es la importancia del "período de envejecimiento" en la producción de EPS retardante de llama?
R: El período de envejecimiento es crítico para permitir que los agentes espumantes residuales escapen del producto moldeado, lo que garantiza que el material logre su rendimiento retardante de llama B2 o B1 óptimo. En función de la densidad y el grosor, esta etapa generalmente dura de una a tres semanas, lo que corre el riesgo de una estabilidad de forma más débil y de menores calificaciones de seguridad contra incendios.